IBE has created a production facility with industry-leading quality control systems in place.
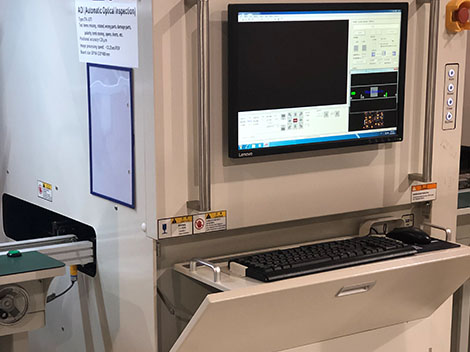
Each of our boards goes through SPI, AOI and 100% visual inspection. Each board is checked for Quality workmanship, high optics scan, cleanliness and specific continuity testing before it can pass final approval.
IBE is committed to complying with ISO regulatory requirements and maintaining the effectiveness of our quality control systems, we strive to “Do it right the first time and every time!”
FACILITY AND EQUIPMENT
40,000-Sq Feet of Manufacturing Space
IBe manufacturing facilities in Fremont, CA are custom engineered to meet New Product Introduction (NPI) requirements and low-volume and high-volume world-class manufacturing standards.
- High-speed flexible lines designed to minimize production bottlenecks, maximize flexibility, and maintain the highest product quality
- Captive In-house “Component Stores” that optimize materials logistics, shortens response times, and improves inventory management
- Automated stockroom materials flow which speeds up receipts and improves the quality of materials released to production
- Customized “Customer bench test department to support final test to customer specs before shipment
- Dedicated functional test lab that help IBe to enhance the customer productivity to the highest levels
CERTIFICATIONS
- IBe supports ISO 13485, 9001 Certifications (see below) and utilizes the following quality standards:
-
ISO9001 Registered
-
ISO 13485 Redgistered
-
IPC-A-610 Workmanship Certified
-
J-STD-001 Compliant
-
RoHS & Lead Free Process Certified
-
REACH Compliant